一、什么时候需要刃磨:
1.锯切质量不符合要求,如产品表面起毛刺、变粗糙时,需马上刃磨。
2.合金刃口磨损达0.2mm时,必须刃磨。
3.推料费力,糊料时
4.产生异响
5.切割时锯片出现粘齿、掉齿、崩齿现象
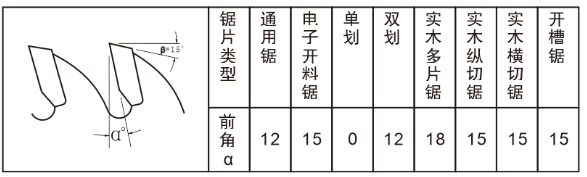
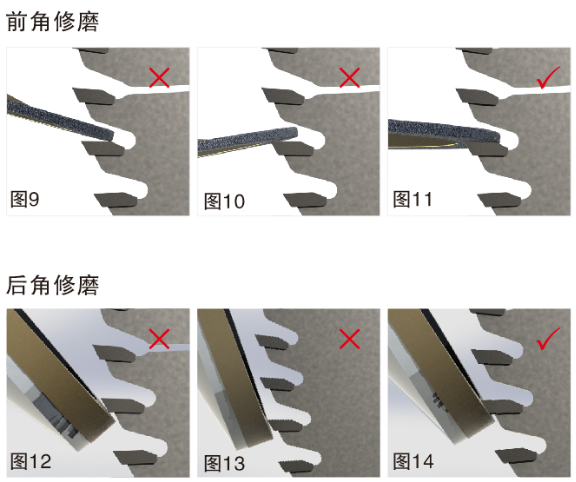
不同类型锯片对应的前角度数 二、怎么刃磨 1.刃磨是以磨齿背为主、磨齿前面为铺,齿侧面无特殊要求不刃磨。 2.刃磨后,前后角度保持不变的条件是:砂轮工作面与所要刃磨的前、后齿面的夹角等于磨角,砂轮移动的距离要等于磨削量。要使砂轮工作面平行于所要磨削的锯齿面,然后轻轻的接触,再使砂轮工作面离开齿面,这时按刃磨角调整砂轮的工作面角度,最后使砂轮工作面与齿面接触。 正确修磨方法 三、修磨注意事项 1. 在修磨之前必须清除粘在锯片上的树脂、碎屑等杂物。 2. 修磨时应严格按照该锯片的原几何设计角度进行修磨,以避免不恰当修磨对刀具的损坏。修磨完成后须经检验合格方可投入使用,以避免造成人身伤害。 3. 如使用手动刃磨设备,需要有精确的限位装置,并对锯片的齿面、齿顶检测。 4. 在修磨时需使用专用冷却液作用于刃磨时润滑冷却,否则会降低刀具使用寿命甚至造成合金刀头出现内裂导致使用出现危险情况。 太皓研磨服务中心

来源太皓刀锯
版权声明:由于部分文章来源于网络,另外有些文章推送时未能及时与原作者取得联系。若涉及以上版权问题,敬请原作者联系我们删除或处理。














